
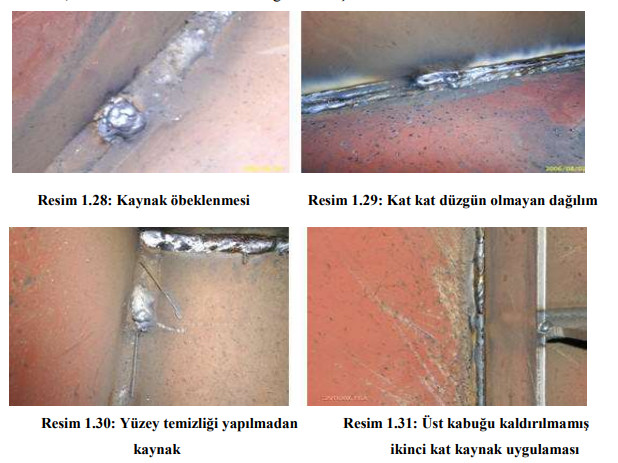
Çelik Yapılarda Kaynak Hataları Aşağıdaki özellikler kaynak hatası olarak nitelendirilir: Yanma oluğu Cüruf kalıntısı Yetersiz erime Nüfuziyet azlığı Kaynak dikişi akması Kaynak metali sıçraması Parça üstünde ark tutuşturma Yüzeydeki taş, keski kalem yaraları Tungsten kalıntısı (özellikle kritik işlerde) Gözenek (düzenli dağınık, kümelenmiş, çizgisel) Kaynak metali taşması (birleşme olmadan) veya azlığı Kaynak profil hatası (fazla içbükeylik veya dışbükeylik) Metalürjik çentikler (Yapı farklılığından ortaya çıkabilir.) Uygun olmayan kaynak dikişi boyutu (çok büyük veya küçük) Kaynaklı parçanın tolerans dışı ölçüleri, açısal distorsyonu, eksen kayması Çatlaklar [enine, boyuna, yıldız, krater, dağınık, dallı, ısının tesiri altındaki bölgede (ITB), esas metalde, kaynak metalinde] Kaynak hatalarının tanımı için DIN 8524 P.1 geçerlidir. Kaynak hatalarının önlenmesi için ana metalin kimyasal bileşimi, temizliği (pas, yağ, boya vs. den arı), mekanik özelliği ve boyutları, yapılan kaynağın sırası, ısıl işlemleri uygun yapılmalıdır. Kritik işlerde tungsten elektrot kullanılmayacak veya zorunlu olursa zirkonyum tungsten elektrot kullanılmalıdır. Onarılacak kısım uygun bir şekilde işaretlenir. İşaretleme 14 açık, atölye personeli tarafından rahat tanınabilir; rahat görülebilir bir renkte ve onarımın bitimine kadar kalıcı olmalıdır. Hatalı olduğu belirlenerek işaretlenen bölgelerdeki kaynaklar taşlanarak çıkarılır ve kaynak işlemi yeniden yapılır. Bu onarım yapılan bölgeler, onarımın tamamlanmasının ardından tekrar kontrol firmanın onayına sunulur. Kaynakta gözle muayene yöntemiyle karşılaşılan hatalardan bazıları
Kaynak kontrolü tamamlanan çelik elemanlar, çapakların temizlenmesi, kaynak
fazlalıklarının temizlenmesi ve düzgün bir yüzey elde etmek için taşlama kısmına götürülür.
Taşlama kontrolü gözle muayene yöntemiyle çapakların düzgün temizlenip
temizlenmediğine, yüzeyin düzgünlüğüne ve kaynak kalınlığında herhangi bir incelme varsa
toleranslar arasında olup olmadığına bakılır
Taşlamadan çıkarılan çelik elemanlar boyamada yüzey hazırlığı için boyahaneye
gönderilir. Boyahanede yüzey hazırlığı tamamlanmış elemanların kontrolü yapılır. Burada
kriterler; yüzey düzgünlüğü, kaynaklamadan ve taşlamadan oluşabilecek çapakların
temizliği, yüzey düzgünlüğü ve yüzeyin yağlardan, tozlardan temizlenip temizlenmediğidir.
Ayrıca boya için malzemenin sıcaklığı ölçülerek boyama için uygun hava koşullarının
oluşup oluşmadığı da kontrol edilir